極光科技(股票代碼:871953)
 咨詢熱線:4000-888-603
咨詢熱線:4000-888-603發(fā)表時(shí)間:2019-08-06?????責(zé)任編輯:極光爾沃
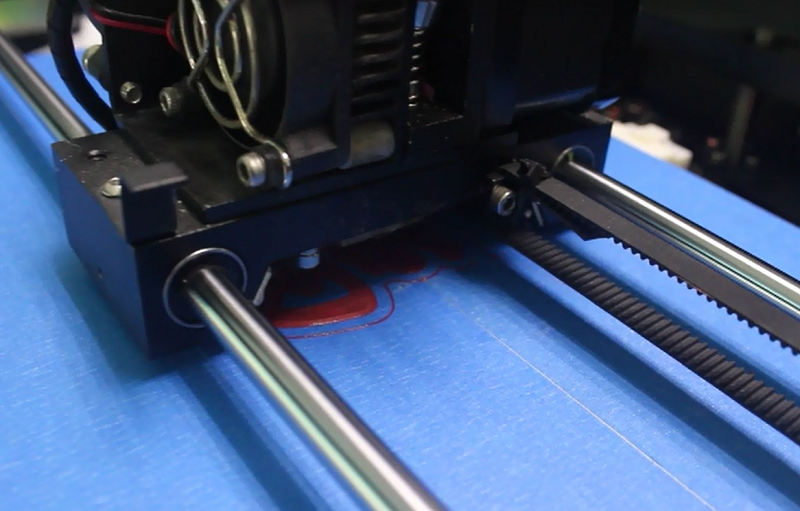
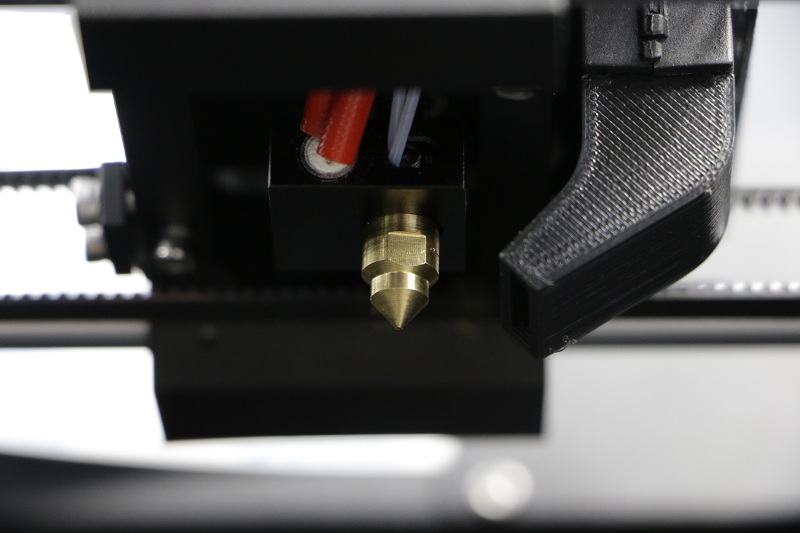
FDM熔融層積成型技術(shù)是將絲狀的熱熔性材料加熱融化,同時(shí)三維噴頭在計(jì)算機(jī)的控制下,根據(jù)截面輪廓信息,將材料選擇性地涂敷在工作臺(tái)上,快速冷卻后形成一層截面。一層成型完成后,機(jī)器工作臺(tái)下降一個(gè)高度(即分層厚度)再成型下 一層,直至形成整個(gè)實(shí)體造型。
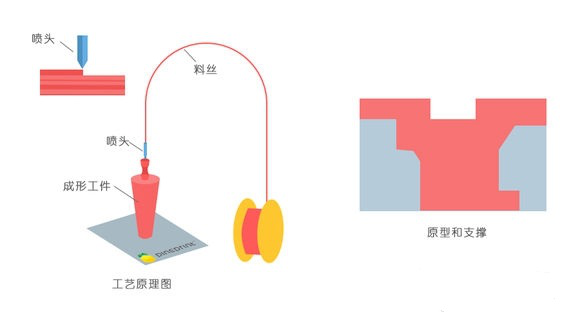
FDM技術(shù)的優(yōu)點(diǎn):
1)操作環(huán)境干凈、安全,材料無(wú)毒,可以在辦公室、家庭環(huán)境下進(jìn)行,沒(méi)有產(chǎn)生毒氣和化學(xué)污染的危險(xiǎn)。
2) 無(wú)需激光器等貴重元器件,因此價(jià)格便宜。
3) 原材料為卷軸絲形式,節(jié)省空間,易于搬運(yùn)和替換。
4) 材料利用率高,可備選材料很多,價(jià)格也相對(duì)便宜。
FDM技術(shù)的缺點(diǎn):
1) 成形后表面粗糙,需后續(xù)拋光處理。最高精度只能為0.1mm。
2) 速度較慢,因?yàn)閲婎^做機(jī)械運(yùn)動(dòng)。
3) 需要材料作為支撐結(jié)構(gòu)。
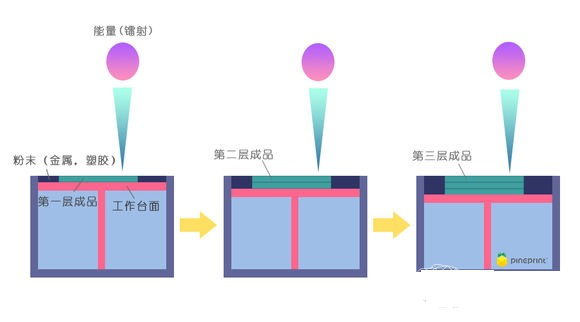
SLS打印技術(shù)采用鋪粉將一層粉末材料平鋪在已成型零件的上表面,并加熱至恰好低于該粉末燒結(jié)點(diǎn)的某一溫度,控制系統(tǒng)控制激光束按照該層的截面輪廓在粉層上掃描,使粉末的溫度升到熔化點(diǎn),進(jìn)行燒結(jié)并與下面已成型的部分實(shí)現(xiàn)粘結(jié)。一層完成后,工作臺(tái)下降一層厚度,鋪料輥在上面鋪上一層均勻密實(shí)粉末,進(jìn)行新一層截面的燒結(jié),直至完成整個(gè)模型。
SLS技術(shù)的優(yōu)點(diǎn):
1)可用多種材料。其可用材料包括高分子、金屬、陶瓷、石膏、尼龍等多種粉末材料。特別是金屬粉末材料,是目前3D打印技術(shù)中最熱門的發(fā)展方向之一。
2)制造工藝簡(jiǎn)單。由于可用材料比較多,該工藝按材料的不同可以直接生產(chǎn)復(fù)雜形狀的原型、型腔模三維構(gòu)建或部件及工具。
3)高精度。一般能夠達(dá)到工件整體范圍內(nèi)(0.05-2.5)mm的公差。
4)無(wú)需支撐結(jié)構(gòu)。疊層過(guò)程出現(xiàn)的懸空層可直接由未燒結(jié)的粉末來(lái)支撐。
5)材料利用率高。由于不需要支撐,無(wú)需添加底座,為常見(jiàn)幾種3D打印技術(shù)中材料利用率最高的,且價(jià)格相對(duì)便宜。
SLS技術(shù)的缺點(diǎn):
1)表面粗糙。由于原材料是粉狀的,原型建造是由材料粉層經(jīng)過(guò)加熱熔化實(shí)現(xiàn)逐層粘結(jié)的,因此,原型表面嚴(yán)格講是粉粒狀的,因而表面質(zhì)量不高。
2)燒結(jié)過(guò)程有異味。 SLS工藝中粉層需要激光使其加熱達(dá)到熔化狀態(tài),高分子材料或者粉粒在激光燒結(jié)時(shí)會(huì)揮發(fā)異味氣體。
3)無(wú)法直接成型高性能的金屬盒陶瓷零件,成型大尺寸零件時(shí)容易發(fā)生翹曲變形。
4)加工時(shí)間長(zhǎng)。加工前,要有2小時(shí)的預(yù)熱時(shí)間;零件構(gòu)建后,要花5至10小時(shí)時(shí)間冷卻,才能從粉末缸中取出。
5)由于使用了大功率激光器,除了本身的設(shè)備成本,還需要很多輔助保護(hù)工藝,整體技術(shù)難度大,制造和維護(hù)成本非常高,普通用戶無(wú)法承受
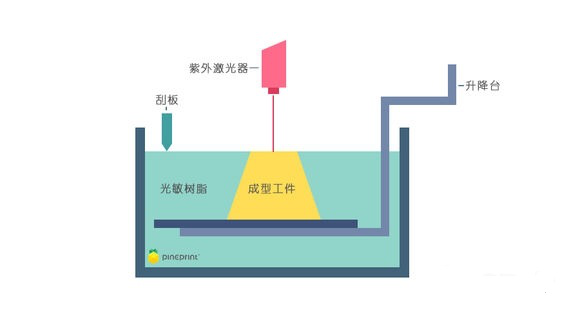
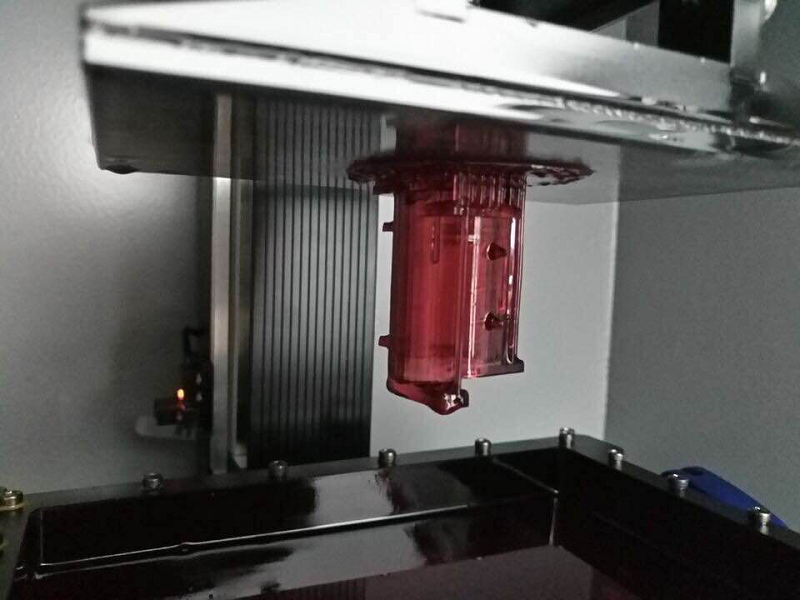
SLA,光敏樹脂選擇性固化技術(shù)。在液槽中充滿液態(tài)光敏樹脂,其在激光器所發(fā)射的紫外激光束照射下,會(huì)快速固化(SLA與SLS所用的激光不同,SLA用的是紫外激光,而SLS用的是紅外激光)。在成型開始時(shí),可升降工作臺(tái)處于液面以下,剛好一個(gè)截面層厚的高度。通過(guò)透鏡聚焦后的激光束,按照機(jī)器指令將截面輪廓沿液面進(jìn)行掃描。掃描區(qū)域的樹脂快速固化,從而完成一層截面的加工過(guò)程,得到一層塑料薄片。然后,工作臺(tái)下降一層截面層厚的高度,再固化另一層截面。這樣層層疊加構(gòu)成建構(gòu)三維實(shí)體。
SLA技術(shù)的優(yōu)點(diǎn):
1)發(fā)展時(shí)間最長(zhǎng),工藝最成熟,應(yīng)用最廣泛。在全世界安裝的快速成型機(jī)中,光固化成型系統(tǒng)約占60%。
2)成型速度較快,系統(tǒng)工作穩(wěn)定。
3)具有高度柔性。
4)精度很高,可以做到微米級(jí)別,比如0.025mm。
5)表面質(zhì)量好,比較光滑:適合做精細(xì)零件。
SLA技術(shù)的缺點(diǎn):
1)需要設(shè)計(jì)支撐結(jié)構(gòu)。支撐結(jié)構(gòu)需要未完全固化時(shí)去除,容易破壞成型件。
2)設(shè)備造價(jià)高昂,而且使用和維護(hù)成本都不低。SLA系統(tǒng)需要對(duì)液體進(jìn)行操作的精密設(shè)備,對(duì)工作環(huán)境要求苛刻。
3)光敏樹脂有輕微毒性,對(duì)環(huán)境有污染,對(duì)部分人體皮膚有過(guò)敏反應(yīng)。
4)樹脂材料價(jià)格貴,但成型后強(qiáng)度、剛度、耐熱性都有限,不利于長(zhǎng)時(shí)間保存。
5)由于材料是樹脂,溫度過(guò)高會(huì)熔化,工作溫度不能超過(guò)100℃。且固化后較脆,易斷裂,可加工性不好。成型件易吸濕膨脹,抗腐蝕能力不強(qiáng)。
 收藏
收藏 設(shè)為首頁(yè)
設(shè)為首頁(yè)
